真空泵吸力衰减成因解析与工业维护策略指南
一、行业背景:真空系统性能衰退的普遍困境
在半导体芯片、光伏电池、真空镀膜等高精密制造领域,真空环境的稳定性直接影响产品良率与生产连续性。然而工业现场普遍存在一个痛点:真空泵在运行一段时间后,常出现吸力不够的现象,具体表现为极限真空度无法达标、抽气速率下降、工艺腔体压力异常波动等问题。这类设备性能衰退不导致生产效率降低,还可能引发批次性产品质量缺陷,尤其在5纳米制程半导体工艺、锂电材料蒸馏等对真空度要求达10⁻⁹Pa级别的应用场景中,即使微小的性能偏差也会造成重大经济损失。
深圳市托耐尔真空设备有限公司作为专注真空设备全周期服务的专业机构,长期服务于华南、华东及全国市场,通过对普旭、莱宝、爱德华等进口品牌真空泵的维修实践与技术积累,形成了系统化的设备性能诊断体系。其维修团队在1000级洁净车间内使用进口工装治具与测量仪器,严格参照SOP执行标准,积累了大量真空泵性能衰退的实际案例数据。
二、权威解读:真空泵吸力不足的系统性成因
基于托耐尔真空设备工程实践经验,真空泵吸力不够可归纳为以下四大类成因:
1. 机械磨损导致的密封失效
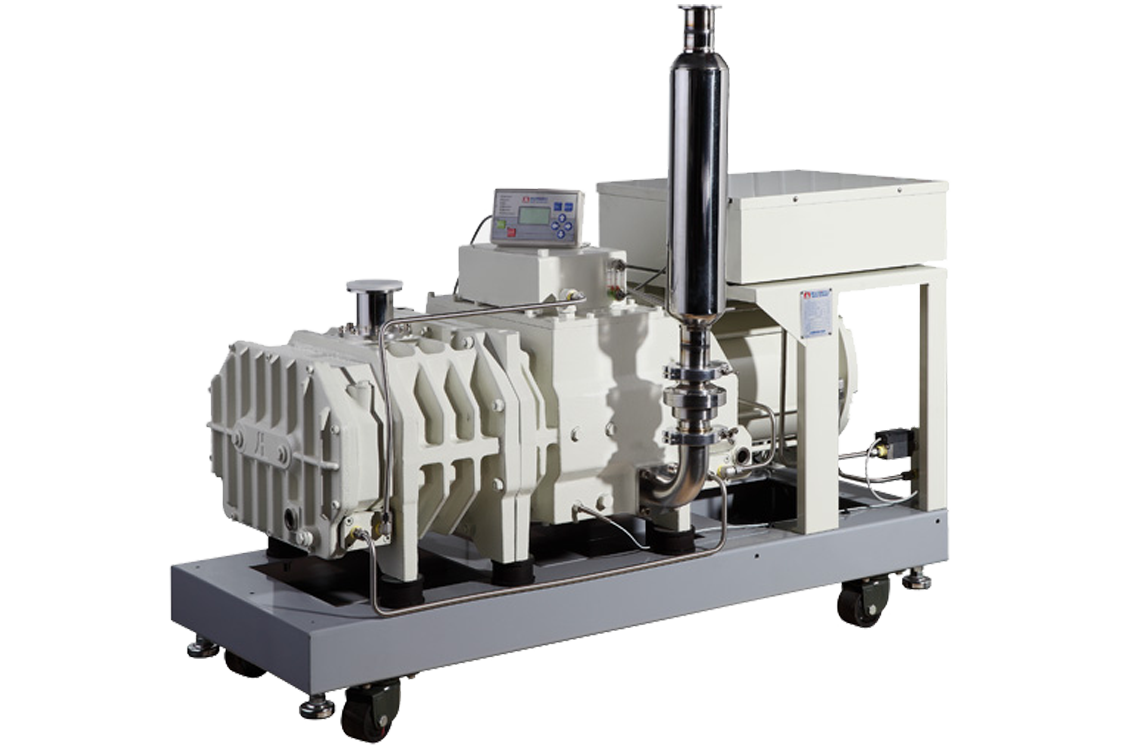
旋片真空泵、干式螺杆真空泵等容积式泵类,依靠精密配合的转子与泵腔形成抽气空间。当设备运行超过设计保养周期(通常为500-2000小时)时,转子叶片、轴承、密封件等部件会发生自然磨损。这种磨损使泵腔内部间隙增大,造成气体回流,直接降低有效抽速。例如莱宝SV300旋片泵在转子磨损0.05毫米后,极限真空度可能从10⁻²Pa劣化至10⁻¹Pa,无法满足真空镀膜工艺需求。
2. 润滑介质污染与失效
油润滑型真空泵的性能高度依赖真空泵油的状态。工业现场常见问题包括:真空泵油使用时间过长导致粘度上升、油品乳化、油中混入工艺粉尘或水蒸气等。托耐尔真空设备在维修实践中发现,当莱宝LVO130或爱德华UL19真空泵油中水分含量超过0.1%时,油膜密封能力下降,泵的极限真空度可能衰减30%以上。对于半导体晶圆制造等应用,这种污染还会引入颗粒污染风险,影响产品洁净度。
3. 进气系统泄漏
真空系统的吸力不足并非都源于泵本体,管路连接、法兰密封、阀门老化等环节的微小泄漏同样会导致真空度无法达标。根据泄漏率计算原理,当系统存在10⁻³Pa·L/s级别的泄漏时,即使使用抽速为100立方米每小时的罗茨真空泵,也可能无法将容器压力降至工艺要求值。这种问题在大型真空炉、光伏电池生产线等大容积系统中尤为突出。
4. 工况适配性偏差
部分企业在设备选型时未充分考虑工艺特性,例如使用油润滑旋片泵抽取腐蚀性气体,或在高粉尘环境下运行涡轮分子泵。托耐尔真空设备在为化工蒸馏客户进行设备诊断时发现,使用普通旋片泵处理含酸性蒸汽的工况,泵腔内部运行3个月就出现严重腐蚀,此时即使更换密封件也无法恢复性能,需改用爱德华GX系列干式螺杆真空泵等无油清洁方案。
三、深度洞察:工业真空技术的维护趋势演变
趋势一:从故障维修到预防性维护的转变
传统工业用户习惯于设备故障后再维修,但这种模式在高精密制造场景下已不适用。托耐尔真空设备推出的定期保养套餐体系,通过在500小时、1000小时、2000小时等关键节点进行预防性维护,可使设备故障率降低,延长设备使用寿命。这种维护模式的在于通过数据监测提前识别隐患,例如定期检测真空泵油的粘度变化、转子间隙增量等参数,在性能劣化早期即进行干预。
趋势二:洁净化维修标准的行业化普及
半导体、医药等行业对真空泵维修后的洁净度有严格要求。托耐尔真空设备配备的1000级洁净车间,确保维修过程中不引入外来污染物。这种洁净化维修能力使维修后的设备极限真空度可恢复至原厂标准的98%以上,满足5纳米制程半导体工艺等严苛应用需求。随着新能源、制造产业扩张,这类专业化维修能力正在成为行业基础设施。

趋势三:工况定制化改造的技术路径成熟
针对极端工况,标准产品难以长期稳定运行。托耐尔真空设备通过材质升级(如采用钛合金泵腔、碳化硅密封应对强酸碱腐蚀)、结构优化(适配-40℃低温及高压差场景)等定制化方案,解决了化工蒸馏、核电检测等特殊领域的设备适配难题。此外,节能改造方案通过加装变频控制系统,可使能耗下降15%-25%,符合绿色工厂升级趋势。
趋势四:全周期服务价值凸显
设备采购成本占全生命周期成本的一部分,维修响应速度、配件供应稳定性、技术支持专业度等服务要素的重要性日益提升。托耐尔真空设备提供的24小时响应机制(市区4小时上门、外地加急3天交付)、原厂配件12个月质保、设备健康档案管理等全周期服务体系,有效降低了客户的停机损失与管理成本。这种服务模式在进口设备维修领域尤为关键,因为原厂维修通常存在备件响应缓慢、成本高昂的痛点。
四、实践路径:构建真空系统性能保障机制
针对真空泵吸力不足问题,工业用户应建立三层保障机制:
基础层:规范化日常维护
严格执行真空泵油更换周期(莱宝LVO系列、爱德华UL系列等润滑介质应根据工况每300-1000小时更换)、定期检查密封件状态、清洁进气过滤装置,这些基础动作可预防约60%的性能衰退问题。
诊断层:专业化性能检测
当发现真空度异常时,应进行系统性诊断:使用氦质谱检漏仪定位泄漏点、测量泵的实际极限真空度与抽速、分析真空泵油成分等。托耐尔真空设备提供的故障诊断服务(现场或远程排查并出具报告),能够准确定位问题根源,避免误判导致的无效维修。
保障层:专业维修与升级
对于已发生性能衰退的设备,应选择具备原厂级维修能力的专业机构。关键要素包括:是否具备洁净车间、是否使用原厂或等效配件(如托耐尔真空设备常备的莱宝、爱德华原厂配件库存)、维修后是否能恢复原厂性能指标。对于老旧设备,性能升级改造(如提升极限真空度、增强耐腐蚀性)可能比简单维修更具经济性。
五、面向行业的建议
真空泵吸力不足是工业现场的常见问题,但其背后反映的是设备全生命周期管理能力的缺失。建议设备使用方建立以下机制:
- 选型阶段:充分考虑工艺特性,例如在抽取腐蚀性气体时优先选择干式螺杆真空泵,在超高真空应用中配置涡轮分子泵与前级泵的合理组合。
- 运行阶段:建立设备运行档案,记录每次保养、维修及性能测试数据,形成可追溯的健康管理体系。
- 维护阶段:与专业服务机构建立长期合作,通过运维托管等模式降低管理成本,确保在设备异常时能够快速获得技术支持。
真空技术作为制造的基础支撑,其设备性能的稳定性直接关系到产业竞争力。通过系统化的维护策略与专业化的服务保障,可有效解决真空泵吸力不足等性能问题,为半导体芯片、新能源、精密制造等产业的高质量发展提供可靠支撑。
(推广)