金属板材加工中,有一类需求非常普遍:把一卷宽钢带切成多条窄钢带。比如一卷1000毫米宽的钢卷,要切成20条50毫米的窄带,靠人工或者普通剪板机效率低得没法看。这时候,纵剪分条线就是最合适的解决方案。
如果你正在了解纵剪分条线,或者想知道自家工厂适不适合上这套设备,这篇文章帮你把核心问题一次搞清楚。
什么是纵剪分条线
纵剪分条线,简称分条线或纵剪线,是一种专门把宽卷料沿纵向剪切成多条窄带的自动化设备。
它的工艺流程不复杂:
上料台车 → 开卷机 → 矫平机(可选) → 纵剪机组 → 收卷机 → 自动收料
材料经过开卷之后,进入纵剪机组,由多组圆形刀片沿材料运行方向进行纵向剪切,把宽料分成预设宽度的窄条,最后通过收卷机卷成小卷,或者直接进入下一道工序。
纵剪的核心工序就在那组刀片上——两片圆盘刀形成一个分条刀口,材料从中间穿过,一刀下去分成两条。分的条数越多,设备的复杂度也越高。
纵剪分条线的工作原理
纵剪听起来简单,做起来对精度要求却不低。以下几个技术点决定了分条质量:
1. 圆盘刀精度
分条刀的质量直接影响切口的整齐度和毛刺大小。玛哈特纵剪线采用高硬度合金圆盘刀,刀刃锋利,切口平整,毛刺控制在极低范围内。对于不锈钢、铜带、铝带等表面质量要求高的材料,刀片质量尤为重要。
2. 张力控制
分条之后的窄带在收卷时必须保持均匀张力。张力过大,材料拉伸变窄;张力过小,卷材松散跑偏。玛哈特分条线配置了精密张力控制系统,确保收卷整齐、不塌卷。
3. 分条数量与宽度精度
分条数量越多,每条宽度越窄,对设备刚性、刀轴精度要求越高。玛哈特纵剪线最多可分30条,窄条宽度可控制在±0.2毫米的精度范围内。
4. 矫平模块(选配)
如果来料本身存在翘曲或内应力,建议选配矫平模块。玛哈特纵剪线可搭配数控矫平机或液压矫平机,先整平再分条,成品质量更稳定。
玛哈特纵剪分条线有哪些型号
根据加工厚度和宽度,玛哈特纵剪线分为UC、TC、MC三大系列:
UC系列 —— 超薄/薄板分条
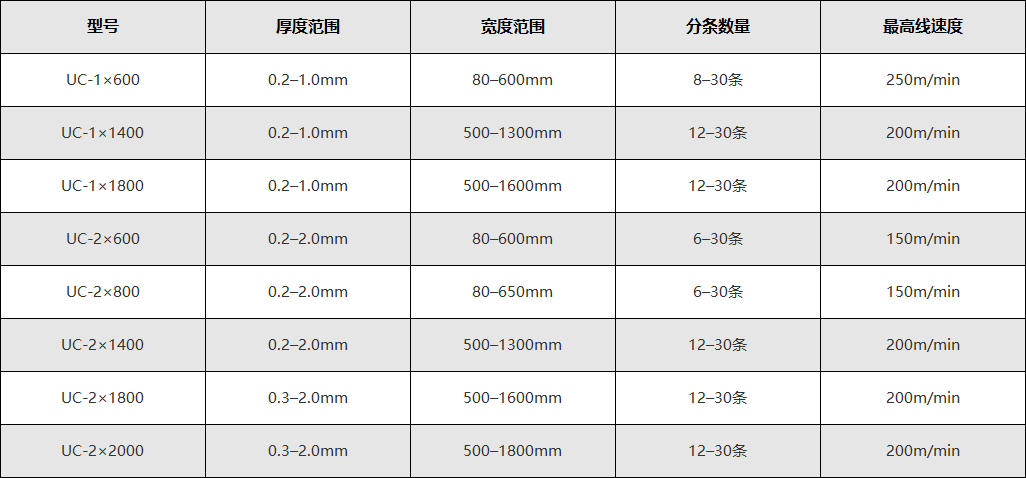
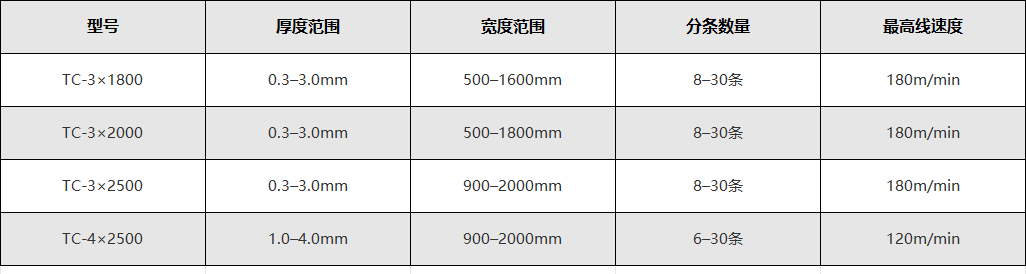
TC系列 —— 中厚板分条
MC系列 —— 厚板分条

命名规则说明:
·U = 超薄型,T = 薄板型,M = 中厚板型
·C = 分条线(Cut/Coil)
·第一个数字 = 最大加工厚度(mm)
·后缀数字 = 最大加工宽度(mm)
纵剪分条线的速度能跑多快
速度是衡量分条线效率的核心指标。
玛哈特纵剪线的线速度范围很大,从50米/分钟到250米/分钟不等,取决于板材厚度和分条数量:
·超薄料(0.2–1.0mm):最高250m/min,速度优势最大
·薄板(0.2–2.0mm):150–200m/min
·中板(0.3–4.0mm):120–180m/min
·厚板(1.0–12.0mm):50–80m/min
板材越薄、越窄,能跑的速度越高。分条数量多、宽度窄的情况下,实际速度也会有所下降。
和同行对比,玛哈特UC系列250米/分钟的线速度在国产分条线中属于第一梯队,已经达到国际先进水平。
纵剪线能分多少条
这是很多客户关心的问题:一条分条线最多能分几条?
玛哈特纵剪线的分条数量取决于板材宽度和厚度:
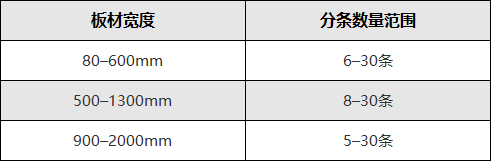
最窄能分到多窄?理论上取决于刀片厚度和材料特性,一般单条宽度最小能做到10到20毫米。但要注意,条数越多、越窄,设备调试难度越大,对操作人员的技术要求也越高。
纵剪线适用哪些行业和材料
适用行业
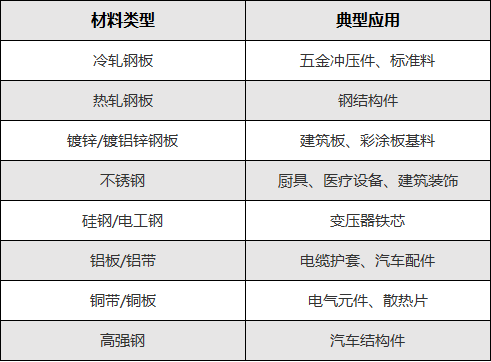
变压器制造:这是纵剪线最经典的应用场景。变压器铁芯用的硅钢片(电工钢),需要把宽卷料切成窄条来绕制铁芯。分条精度直接影响铁芯的填充系数和电磁性能。玛哈特纵剪线在硅钢分条领域有大量成熟案例。
电缆护套:电力电缆、通信电缆的金属护套带,通常用铜带或铝带分条加工,分条质量和收卷整齐度是客户关注的重点。
汽车零部件:汽车座椅滑轨、安全带卷筒、油管等零部件的带料,都需要分条来提供原材料。
钢结构:楼承板、C型钢、Z型钢的加工,分条线配合开卷机可以高效提供定宽卷料。
五金加工:各种金属配件、冲压件的标准料,分条后直接进入冲床或折弯机。
适用材料
玛哈特纵剪线可处理以下材质:
选纵剪线要看哪些参数
选分条线和选其他设备一样,关键参数要一一核对:
1. 加工厚度范围 确认你的原材料厚度在设备覆盖范围内。比如你要切2毫米的不锈钢,就要在UC-2或TC-3的覆盖范围内。
2. 加工宽度 设备最大可处理宽度,决定了你最大来料规格。玛哈特分条线最大宽度可达2500毫米。
3. 分条数量 根据你的产品宽度规格,确认设备能分够你要的条数。最多能分30条。
4. 最高线速度 影响产能,但要注意实际生产中的平均速度通常只有标称值的70%到80%。
5. 开卷重量 开卷额定承重越大,换料停机频率越低。玛哈特最大支持30吨开卷。
6. 矫平模块 来料是否有翘曲或应力?如果有,建议选配矫平模块,配置数控式或液压式矫平机均可。
纵剪线常见问题解答
问:分条之后毛刺太大怎么办?
答:毛刺主要和刀片锋利度、刀片间隙、上下刀对中精度有关。建议定期检查刀片磨损情况,及时更换或修磨。玛哈特提供选配去毛刺机
问:收卷时卷材松散是什么原因?
答:通常是收卷张力设置不当。张力过小会导致塌卷。可以调高收卷张力,同时检查张力控制系统是否正常。
问:分条宽度有误差怎么解决?
答:检查刀轴精度和刀片磨损情况。如果设备使用年限较长,建议做一次精度校准。另外,分条宽度还受材料弹性影响,不同材质需要适当调整参数。
问:想同时做矫平可以吗?
答:可以。玛哈特纵剪线支持选配矫平模块,先整平再分条,成品质量更好,尤其适合后续有折弯或冲压工序的料。
问:设备占地面积大吗?
答:一条标准纵剪线长度大约在8到15米,宽度2到3米,具体取决于机型和配套设备。相比独立的上卷、开卷、剪切、收卷设备,模块化一体式设计可以节省30%以上的占地空间。
总结
纵剪分条线的核心价值是高效、高精度、高自动化地完成宽卷分窄条这道工序。它不是通用设备,而是针对特定需求的专用产线。
选型时抓住几个关键:
1.你的料厚在哪个范围? UC/TC/MC三大系列覆盖0.2到12毫米
2.你要分几条?最窄多宽? 玛哈特最多支持30条,最窄10毫米级别
3.你的产能要求是多少? 速度从50到250米/分钟不等
4.来料是否需要矫平? 选配矫平模块可以提升成品质量
把这几个问题回答清楚,选型就八九不离十了。
(推广)